

新聞中心
這12種螺栓防松方法,有的你可能真的不知道。。。
2021-08-19
螺栓作為夾具中常用的一種工具,應用十分廣泛,但長期使用的同時也會帶來許多問題,如連接松弛、夾緊力不足、螺栓生銹等。在零件加工生產時,由于螺栓的連接松弛,會影響加工的質量、效率。那么如何給螺栓防松呢?
常用的防松方法有三種: 摩擦防松、機械防松和永久防松。
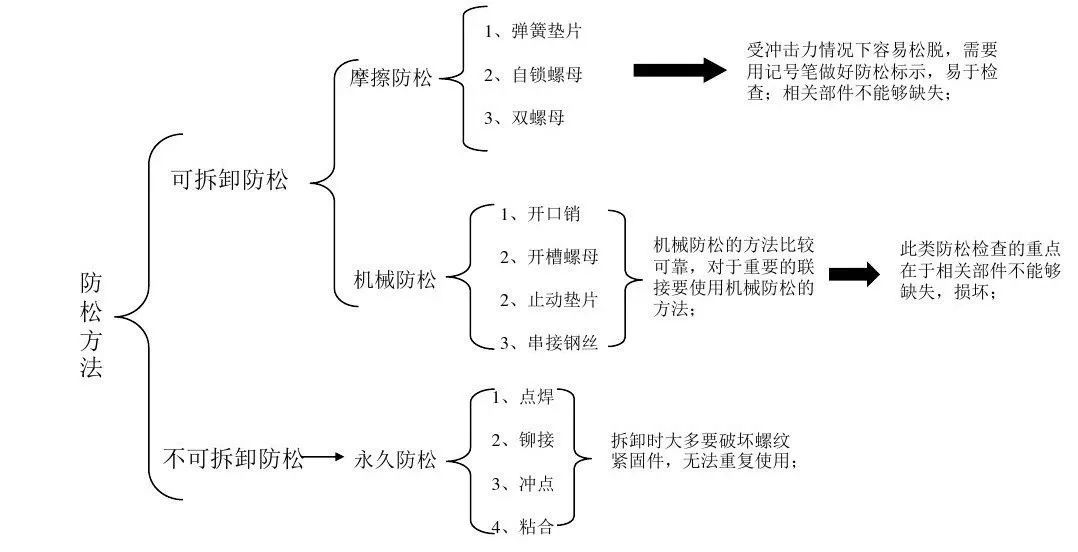
防松目的:能更有效的長期工作;提高相關工件的可靠性。
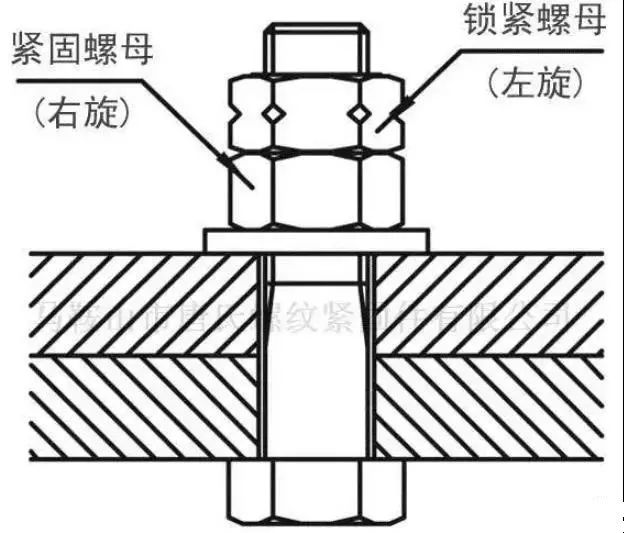
雙螺母
對頂防松螺母原理:雙螺母防松時產生兩個摩擦力面,第一摩擦力面是螺母與被緊固件之間,第二摩擦力面是螺母與螺母之間。安裝時,第一摩擦力面的預緊力為第二摩擦力面的80%。在沖擊和振動載荷作用時,第一摩擦力面的摩擦力會減小和消失,但同時,第一螺母會被壓縮導致第二摩擦力面的摩擦力進一步加大。螺母松退必須克服第一摩擦力和第二摩擦力,由于第一摩擦力減小的同時第二摩擦力會增大。這樣防松效果就會比較好。
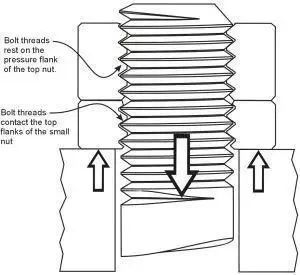
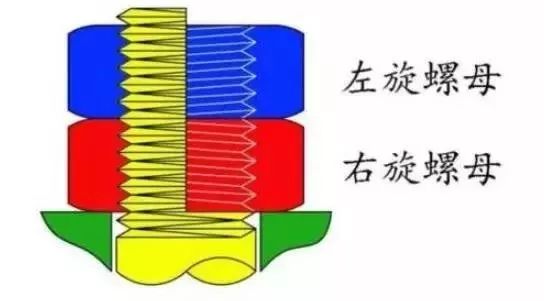
唐氏螺紋防松原理:唐氏螺紋緊固件也是采用雙螺母防松,但是,兩個螺母的旋轉方向相反。在沖擊和振動載荷作用時,第一摩摩擦力面的摩擦力會減小和消失。
第一螺母(圖中右旋)會產生松退趨勢,即螺母向左旋轉。但是第二螺母(圖中左旋)的旋向與第一螺母的旋向相反,因此第一螺母的松退力直接轉換成第二螺母的擰緊力。這樣,螺母萬萬不會松退。
30°楔形螺紋防松技術
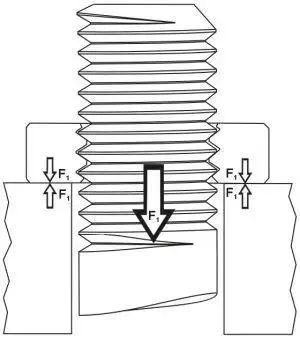
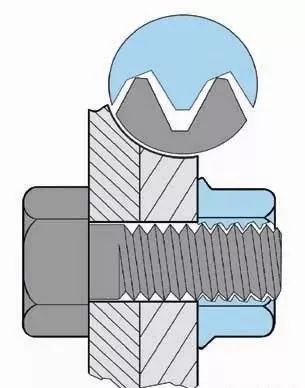
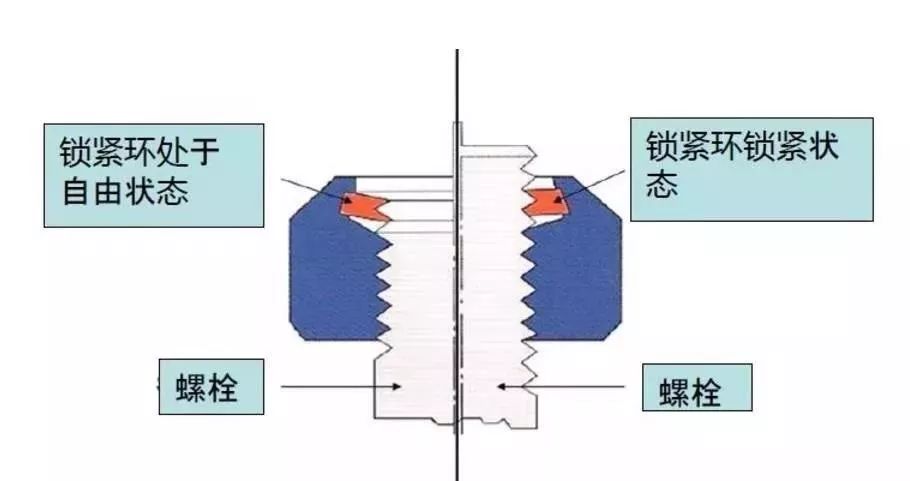
在30°楔形陰螺紋的牙底處有一個30的°楔形斜面,當螺栓螺母相互擰緊時,螺栓的牙尖就緊緊地頂在陰螺紋的楔形斜面上,從而產生了很大的鎖緊力。
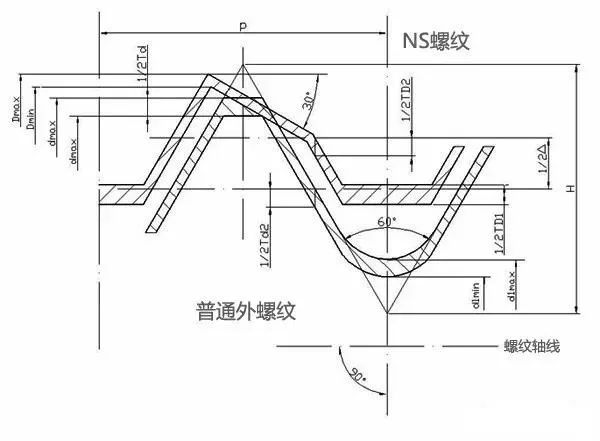
由于牙形的角度改變,使施加在螺紋間接觸所產生的法向力與螺栓軸成60°角,而不是像普通螺紋那樣的30°角。顯然30°楔形螺紋法向壓力遠遠大于扣緊壓力,因此,所產生的防松摩擦力也就必然大大增加了。
施必牢螺紋結構示意圖
從下面的圖可以看到二個箭頭所表示的力均為Pɑ,傳統的60°角螺紋的法向壓力P=1.15Pɑ;而30°楔形螺紋由于牙底有一個30度角的楔形斜面,其法向壓力的角度、大小均有改變,法向壓力P=2Pɑ。
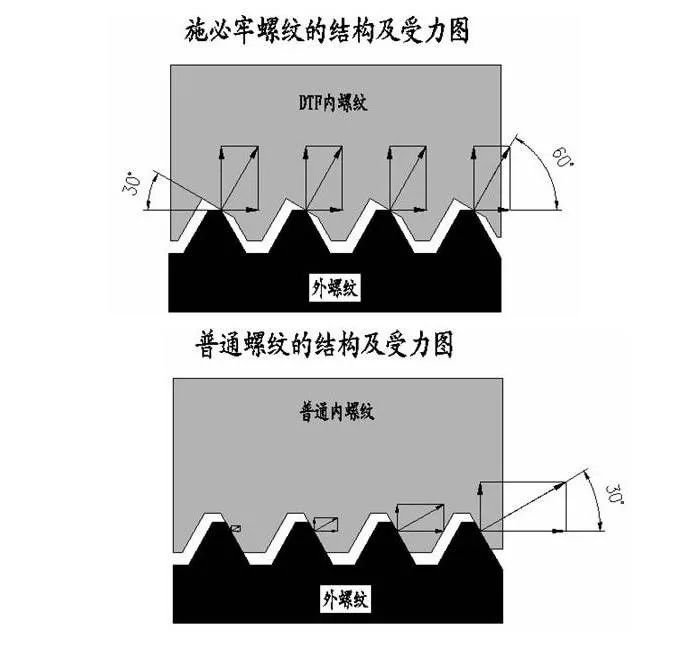
這樣,30°楔形螺紋與傳統60°螺紋,二者的法向壓力之比≈12∶7,防松摩擦力相應地增加了。30°楔形螺紋的楔形面還可以消除普通螺紋受力不均勻、脫扣咬死等問題。
自鎖螺母
自鎖螺母一般是靠摩擦力自鎖,咱們上面提到的30°楔形螺紋防松應該屬于自鎖螺母的范疇。
它分為:用于筑路機械、礦山機械、振動機械設備的高強度自鎖螺母,用于宇航、航空、坦克、礦山機械等的尼龍自鎖螺母,用于工作壓力不大于2atm工作介質為汽油、煤油、水或空氣使用溫度為-50~100℃的產品上的游動自鎖螺母,和彈簧夾自鎖螺母。
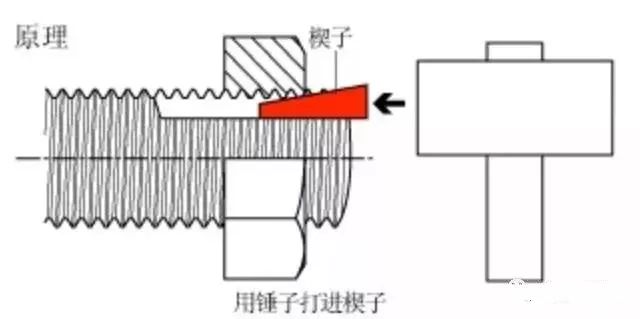
在螺母與螺絲之間揳入楔子以發揮防止松動的作用
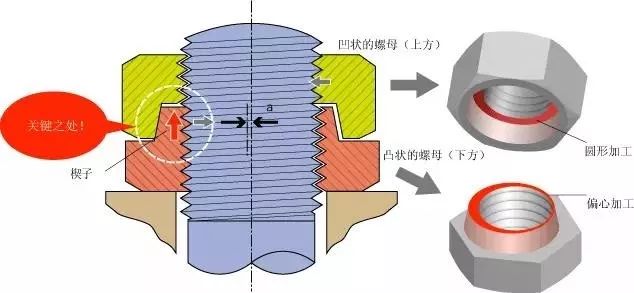
日本哈德洛克偏心式自鎖螺母
螺紋鎖固膠
螺紋鎖固膠是(甲基)丙烯酸酯、引發劑、助促進劑、穩定劑(阻聚劑)、染料和填料等按一定比例配合在一起所組成的膠黏劑。
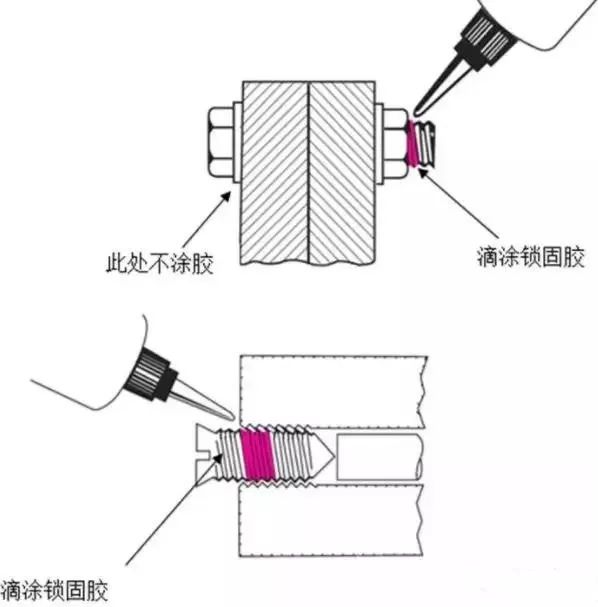
對于通孔工況:將螺栓穿過螺孔,將螺紋鎖固膠涂至嚙合部螺紋上,裝配螺母并上緊至規定力矩。
對于螺孔深大于螺栓長的工況:需將鎖固膠涂到螺栓的螺紋上,裝配并上緊至規定力矩。
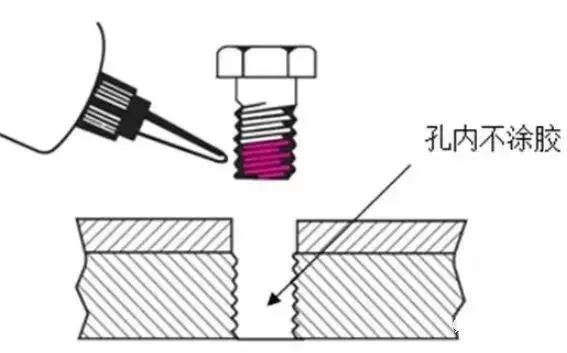
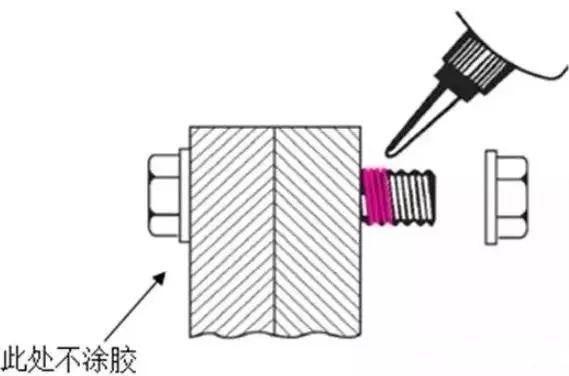
對于盲孔工況:將鎖固膠滴至盲孔底部,再將鎖固膠涂到螺栓的螺紋上,裝配并上緊至規定力矩;如盲孔開口向下,則只需將鎖固膠涂在螺栓的螺紋上即可,盲孔內不需涂膠。
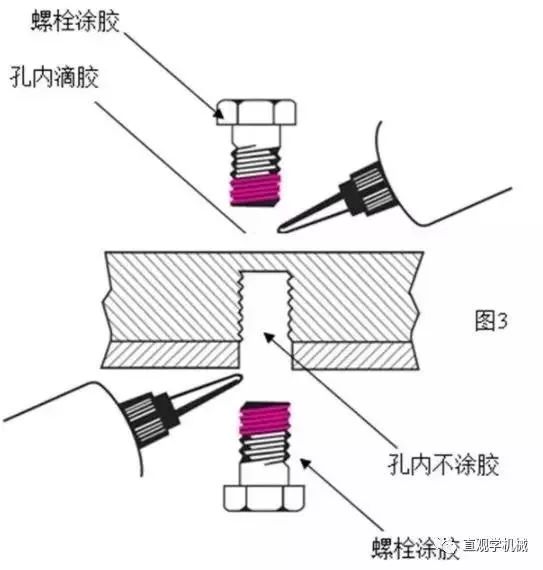
對于雙頭螺栓工況:應將鎖固膠滴至螺孔中,再在螺栓上涂鎖固膠,將螺柱裝配并上緊至規定力矩;裝配其它零件后將鎖固膠涂在螺柱與螺母嚙合部位,裝配螺母并上緊至規定力矩;如盲孔開口向下,則孔內不需滴膠。

對于預裝配型螺紋緊固件(如可調螺釘):裝配并上緊至規定力矩后,將鎖固膠滴入螺紋嚙合處,使膠液自行滲入即可。
楔入式鎖緊防松雙疊墊圈
楔入式鎖緊墊圈外表面的放射狀鋸齒和其所接觸的工件表面咬合。當防松系統遭遇動力負載時,位移只能發生在墊圈的內表面。
在楔入式鎖緊墊圈延厚度方向的可擴展距離大于螺栓延螺紋可產生的縱向位移。

和現有的其他防松方式截然不同楔入式防松通過夾緊力而非摩擦力來緊固螺栓。
視頻資料,建議WiFi觀看
已經有120年歷史的HEICO-LOCK楔入式防松系統產品包括楔入式鎖緊墊圈、RING-LOCK楔入式墊圈和楔入式鎖緊螺母,主要材質為碳鋼涂達克羅和316不銹鋼,254SMO、C276和718等不銹鋼材質也有大量應用。

開口銷、開槽螺母
螺母擰緊后,把開口銷插入螺母槽與螺栓尾部孔內,并將開口銷尾部扳開,防止螺母與螺栓的相對轉動。
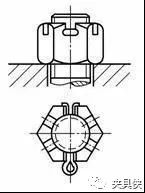
開口銷的安裝形式如下圖:
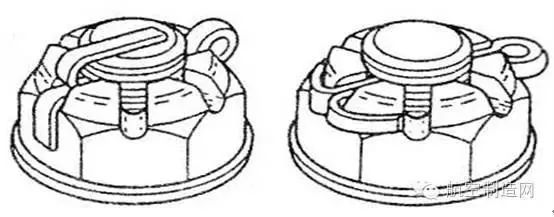
開槽螺母與螺桿帶孔螺栓和開口銷配合使用,以防止螺栓與螺母相對轉動。


串聯鋼絲防松
串聯鋼絲防松是將鋼絲穿入螺栓頭部的孔內,將各螺栓串聯起來,起到相互牽制的作用。這種放松方式非常可靠,但拆卸比較麻煩。
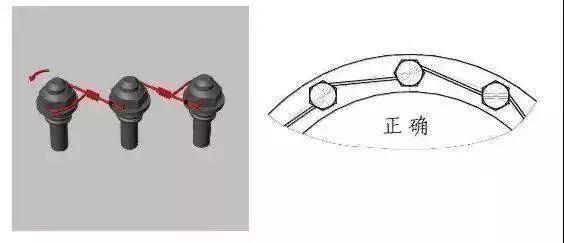
這種防松方法在飛機、火箭經常使用。
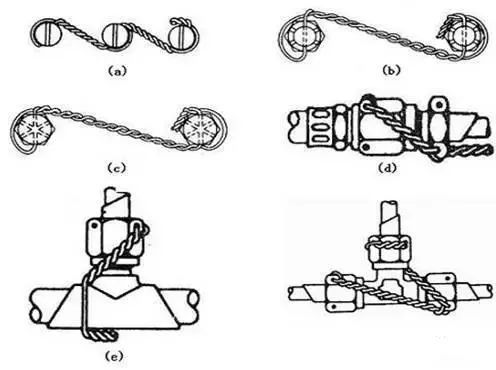
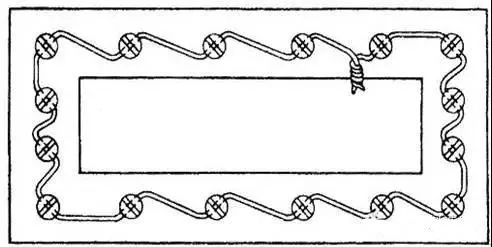
單股鋼絲一般常用于分布間隔很近的小螺釘群或很不容易達到的地方,如圖所示。
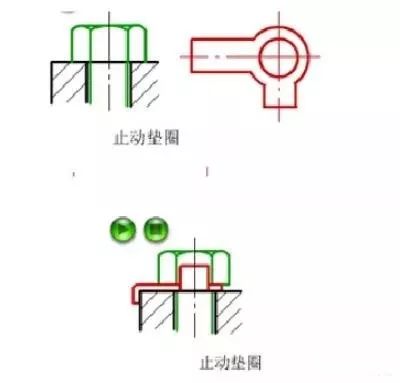
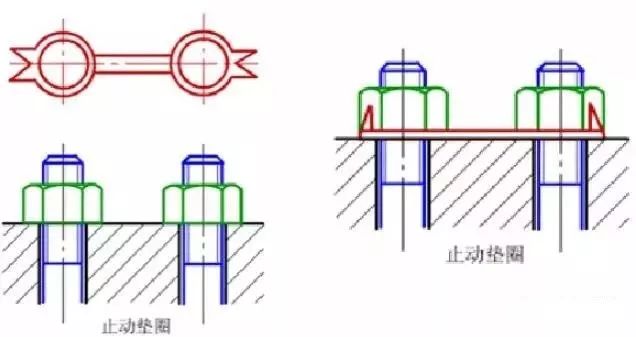
止動墊片
螺母擰緊后,將單耳或雙耳止動墊圈分別向螺母和連接件的側面折彎貼緊,即可將螺母鎖住。若兩個螺栓需要雙聯鎖緊時,可采用雙聯制動墊圈,使兩個螺母相互制動。
彈簧墊圈
彈簧墊圈的防松原理是在把彈簧墊圈的壓平后,彈簧墊圈會產生一個持續的彈力,使螺母與螺栓的螺紋連接副持續保持一個摩擦力,產生阻力矩,防止螺母松動。
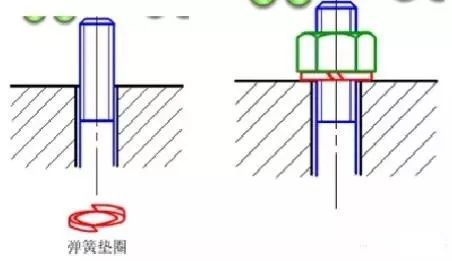
同時彈簧墊圈的開口處的尖角分別嵌入螺栓和被連接件表面,從而防止螺栓相對于被連接件回轉。
熱融緊固技術
熱融緊固技術,不需要預開孔,在封閉型材下可以直接攻絲實現連接,在汽車行業上使用的很多。

這種熱融緊固技術是一種通過設備中心擰緊軸將電機的高速旋轉傳導至待連接板料摩擦生熱產生塑性形變后,自攻絲并螺接的冷成型工藝。
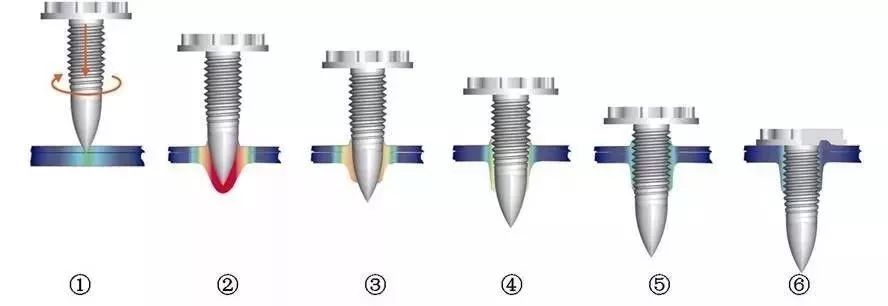
熱融緊固連接工藝步驟與過程包括六個階段:旋轉(加熱)→穿透→通孔→攻螺紋→擰螺紋→緊固。
視頻資料,建議WiFi觀看
變色螺栓
智能變色螺栓,確切的說這是一種名叫Smartbolt的感應螺栓,感應螺栓的螺栓頭有一個感應盤,你擰的越緊它的顏色越深。
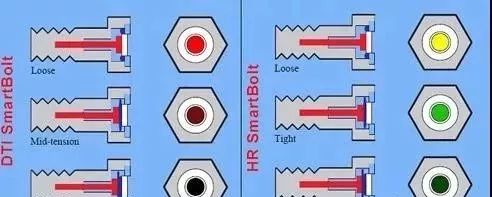
當力度達到百分之九十時由黃色變為綠色,達到百分之百之后就是黑色的了。
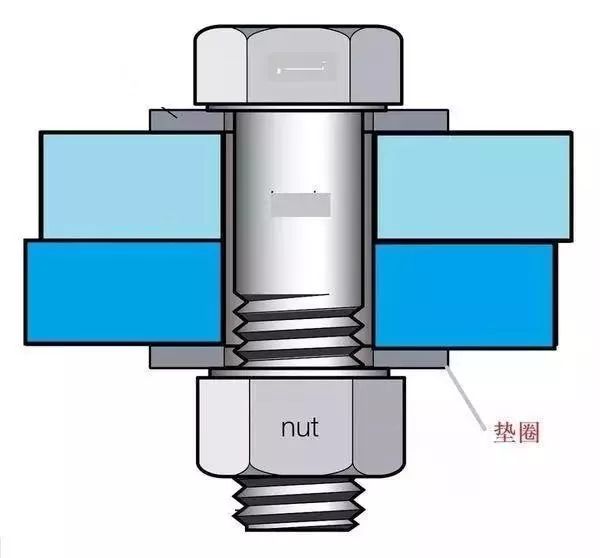
預緊
高強度螺栓連接一般是不需要額外施加防松措施的,因為高強度螺栓一般都要求施加一個比較大的預緊力,這么大的預緊力使螺母與被連接件之間產生強大的壓力,這種壓力會產生阻止螺母轉動的摩擦扭矩,因此螺母不會松脫。

下面分享一個螺栓緊固原理詳解:
視頻資料,建議WiFi觀看
以上12種螺栓的經典防松設計,不知道大家有沒有學會。當然,在掌握了螺栓的防松設計之后,也要考慮手動裝夾螺栓時的緊固方式及擰緊中的扭矩分配。
2021 /
08-19
所屬分類:
新聞中心
解決方案
專業知識
相關資訊—








