

新聞中心
氣焊、氣割用焊接材料:氧氣、乙炔、丙烷、氣焊絲、氣焊溶劑
2024-12-09
氣焊與氣割是利用可燃氣體與助燃氣體混合燃燒所放出的熱量作熱源進行金屬材料的焊接與切割的。可燃氣體的種類很多,例如乙炔、氫氣、天然氣和液化石油氣(主要是丙烷)。目前應用最普遍的是乙炔氣,其次是丙烷。
氣焊、氣割用焊接材料
氧氣:氧氣是氣焊和氣割中的助燃氣體。氧氣本身不能燃燒,但能幫助其它可燃物質燃燒。工業上常用空氣分離法來制取氧氣。用于氣焊和氣割的氧氣按純度分為兩級:一級純度不低于99.2%;二級純度不低于98.5%。氧氣可以裝人氧氣瓶提供,也可以通過管道輸送。前者靈活方便;后者安全穩定,較為經濟,在大、中型企業中使用更為有效。
乙炔:乙炔是由電石(CaC2)和水相互作用分解得到的,其分子式為C2H2。乙炔是一種無色有特殊臭味的氣體,在標準狀態下的密度為1.179kg/m3,比空氣輕。
乙炔是可燃氣體,它與氧氣混合燃燒時所產生的火焰溫度為3000~3300℃,因此足以迅速熔化金屬進行焊接和切割。
乙炔能大量溶解于丙酮溶液中,這樣我們就可以利用乙炔的這個特性,將乙炔裝入乙炔瓶內(瓶內裝有丙酮溶液和活性碳)儲存、運輸和使用。
必須注意的是,乙炔是一種具有爆炸性的危險氣體。當乙炔壓力達到0.15~0.2MPa時,溫度在580~600℃的情況下,乙炔就會自行爆炸。乙炔與氧氣及空氣的混合氣體也具有爆炸性。因此,剛裝入電石的乙炔發生器應首先將有空氣的乙炔排出后才可使用。加裝乙炔時應特別注意避開明火與火星。并應嚴防氧氣倒流入乙炔發生器中。
丙烷:丙烷的分子式為C3H8,比空氣重。丙烷的火焰溫度為2000~2700℃,比乙炔火焰的溫度低,因此,用丙烷氣割時預熱時間應長一些。丙烷氣割的切口光潔,不滲碳,下緣不易掛渣,如有掛渣也容易清除;切割薄板時變形小,如采用機械化切割,切割表面粗糙度值很小,很多工件不需再進行機加工,提高了工效。下表是乙炔氣與丙烷氣的性能對照。

從表中可以看出,液化石油氣(其中主要是丙烷)也具有一定的爆炸性,但是它在空氣中能引起爆炸的范圍很小;比乙炔小得多,而且其燃燒速度也比較小,所以比乙炔使用時安全得多。
由于丙烷氣比空氣重,會沉積,所以必須加強通風,尤其須注意容器和筒體內作業時的安全通風。
丙烷價格低廉,方便易得,用它來代替乙炔進行金屬的氣焊和氣割,具有較大的經濟意義。
氣焊絲:氣焊時焊絲的選用應根據焊件的成分、母材的力學性能、母材的焊接性以及焊件的特殊技術要求來進行。常用的氣焊絲種類有碳素結構鋼用焊絲、合金結構鋼用焊絲、鑄鐵用焊絲等。
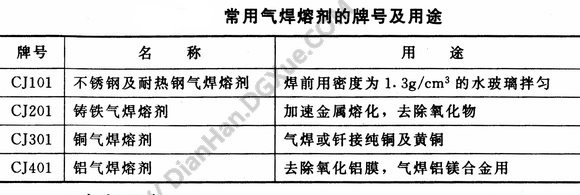
氣焊熔劑:為了防止金屬的氧化,消除已經形成的氧化物,改善潤濕性,在焊接有色金屬、鑄鐵以及不銹鋼等材料時,通常必須采用氣焊熔劑。定型氣焊熔劑呈粉狀,瓶裝密封,每瓶重500g。常用的氣焊熔劑見下表。
下一頁:
2024 /
12-09
所屬分類:
新聞中心
公司新聞
相關資訊—








